

以下是:热喷铝热喷锌热喷碳化钨公司的产品参数
产品参数 产品价格 160 发货期限 喷锌喷铝 供货总量 全国施工 运费说明 金属表面喷铝 电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 热喷铝热喷锌热喷碳化钨公司,华电高空工程有限公司为您提供热喷铝热喷锌热喷碳化钨公司的资讯,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,地:人民路金融城到甘肃省 临夏市 康乐县、永靖县、广河县、和政县。 甘肃省,临夏回族自治州 临夏是中华文明的重要起源地之一,早在5000多年以前就有先民居住,自秦汉以来就设县、置州、建郡,古称枹罕,后改称河州。是我国新石器文化最集中、考古发掘最多的地区之一。马家窑文化、半山文化、齐家文化等文化遗址星罗棋布,因博物馆珍藏的“彩陶王”出土于临夏,被誉为“中国彩陶之乡”。有世界文化遗产炳灵寺石窟、世界非物质文化遗产民歌“花儿”,被誉为“中国花儿之乡”。2022年,临夏回族自治州地区生产总值408.6亿元,比上年增长6.0%。
我们的热喷铝热喷锌热喷碳化钨公司视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。以下是:热喷铝热喷锌热喷碳化钨公司的图文介绍
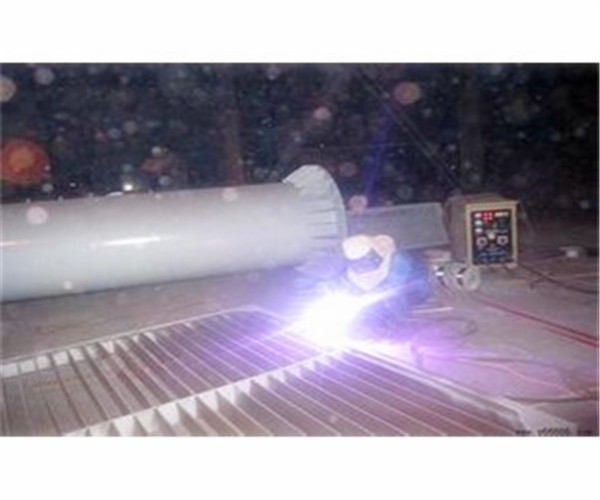
电弧喷锌施工方式:将锌丝由后手管放入喷并伸出嘴8mm,长不得超过12mm。用氧气,乙炔焰作熔融焰,用净化过的压缩空气,推动锌丝前进,并使熔融的部分形成一种雾状喷射到基体金属表面上,形成均匀镀层。喷涂时气体压力及流量:压缩空气压力在5-6Kg/cm2之间,6Kg/cm2为好,氧气应为1.2Kg/cm气量控制在0.8-0.85Kg/m3时。除水过滤工艺流程压缩空气系统经过除油乙炔压力为1.0-1.5Kg/cm流量控制在0.7-0.75Kg/m3时,这时的火焰为中性焰。
热喷铝 喷锌 专业从事钢结构喷涂防腐的高科技企业,长期致力于热喷涂、钢结构翻新金属表面防腐、钢结构表面处理,防腐工程施工、船舶表面处理等防腐。公司拥有丰富的表面处理技术,同时有一批业务熟练的施工团队来解决您面临的任何难题。公司恪守“客户所需,我们所想”的经营宗旨,以“完美的品质、完善的服务”为公司宗旨目标,不断创造、持续改进共同发展的机遇。本公司地处无锡新区,交通便利。热忱欢迎社会各界新老朋友莅临指导,我们为能够竭诚为您提供高质量的产品和服务感到荣幸,期待在未来的日子里我们可以携手共进,创造更为美好的明天。主营:热喷涂、钢结构喷砂除锈,防腐工程施工、防腐材料销售等。
万年表面防腐处理服务放心可靠而热喷锌对环境污染很小。所以目前热喷锌工艺在钢结构表面防腐应用将越来越广泛。热喷锌防腐的整个施工工序分四项:表面处理→喷锌→封闭处理→质量检测表面处理因为表面处理的好坏直接影响镀层的质量和保护年限,因此必须首先做好基层面的预处理。按照工艺要求对基层表面采用喷砂除锈,除锈标准按照《涂装前钢材表面锈蚀等级和除锈等级》(GB8923-Sa3级标准。环保问题非常突出冷镀锌工艺对水质污染十分严重本标准具体质量要求是:非常彻底的喷砂除氧化皮,油脂,锈蚀及污物和油漆等附着物,该表面应显现出均匀的金属色泽,喷完砂后,表面用清洁干燥的压缩空气或干净刷子清理,同时也可参照《涂装前钢材表面锈蚀等级和除锈等级》(GB8923-Sa3级标准。电极电位比钢低,构成腐蚀电池时,锌或铝是负极,铁是正极,锌,铝失去电子,变成离子进入电解质溶液中而被腐蚀,其自由电子流向钢铁,使钢铁极化而受到保护。
由于热喷涂时锌或铝呈熔融液喷射到经过粗化处理的钢铁表面上,熔融有较大的热能,获得比有机涂层进一步氧化。而且喷涂过程中,铝变成负电性更强的活化状态,能更好地对钢铁基体起阴极保护作用。
甘肃临夏华电高空工程有限公司集地利人和,凭借科学的管理体系、自动化办公系统、较强的生产能力、先进的检测手段和强大的销售网络,制造出质量优良、公道的 烟囱维修加固防腐产品,服务于国内外市场。我们决心把公司建成 烟囱维修加固防腐行业内的品牌企业,致力用智慧与才能谱写中华民族工业腾飞的辉煌乐章!质量铸就品牌,诚信编织未来,公司竭诚与各界朋友携手并进、共创辉煌。
专用从事石油储罐和化工储罐内壁热喷涂喷铝 喷锌技术已有十年,已经是中石化、中国纺织科学院指定的热喷涂定点单位
乙二醇储罐内部喷铝技术要求
1喷砂工艺参数
碳钢表面喷砂除锈,达到国际标准Sa3级,粗糙度Rz60-100um;
2喷铝工艺参数
①压缩空气压力: 0.5-0.8MPa;
②喷涂距离: 150-200mm;
③电源喷涂工作电压为:26-32V,电流:150-200A;
④喷涂角度: >60°,尽可能接近90°。
⑤基表温度: 喷涂过程中基体表面温度 <200℃
⑥喷涂环境:气温 5℃相对湿度 ≤80%空气扬尘 ,无风力 ≤5级。
⑦喷涂送丝速度:160-300㎜/s;
⑧铝涂层设计厚度:220um
喷铝热喷涂工艺_耐磨碳化钨处理_,我们是做;喷涂;
热喷涂热喷涂热喷涂热喷涂,喷铝热喷涂工艺_
耐磨碳化钨处理_常州邦耐德金属制品有限公司
热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一[1] 直是我国重点推广的新技术项目.它是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。
热喷涂原理[2] :热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。涂层材料可以是粉状、带状、丝状或棒状。热喷涂枪由燃料气、电弧或等离子弧提供必需的热量,将热喷涂材料加热到塑态或熔融态,再经受压缩空气的加速,使受约束的颗粒束流冲击到基体表面上。冲击到表面的颗粒,因受冲压而变形,形成叠层薄片,粘附在经过制备的基体表面,随之冷却并不断堆积,**终形成一种层状的涂层。该涂层因涂层材料的不同可实现耐高温腐蚀、抗磨损、隔热、抗电磁波等功能。
热喷铝热喷锌热喷碳化钨公司,华电高空工程有限公司专业从事热喷铝热喷锌热喷碳化钨公司,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,地:人民路金融城,以下是热喷铝热喷锌热喷碳化钨公司的详细页面。











