以下是:薄壁绗磨管原理的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 今年在湖北省购买薄壁绗磨管原理有了新选择,九冶管业有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供实惠且品质卓越的薄壁绗磨管原理产品。如需购买或咨询,请随时联系我们,联系人:李经理-17706353138,QQ:1958857549,地址:丁块工业园到湖北省 武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市。 湖北省 湖北省地势大致为东、西、北三面环山,中间低平,略呈向南敞开的不完整盆地。在全省总面积中,山地占56%,丘陵占24%,平原湖区占20%,属长江水系。湖北省地处亚热带,全省除高山地区属高山气候外,大部分地区属亚热带季风性湿润气候。湖北历史代表文化为“荆楚文化”。
想要更直观地感受薄壁绗磨管原理产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!以下是:薄壁绗磨管原理的图文介绍
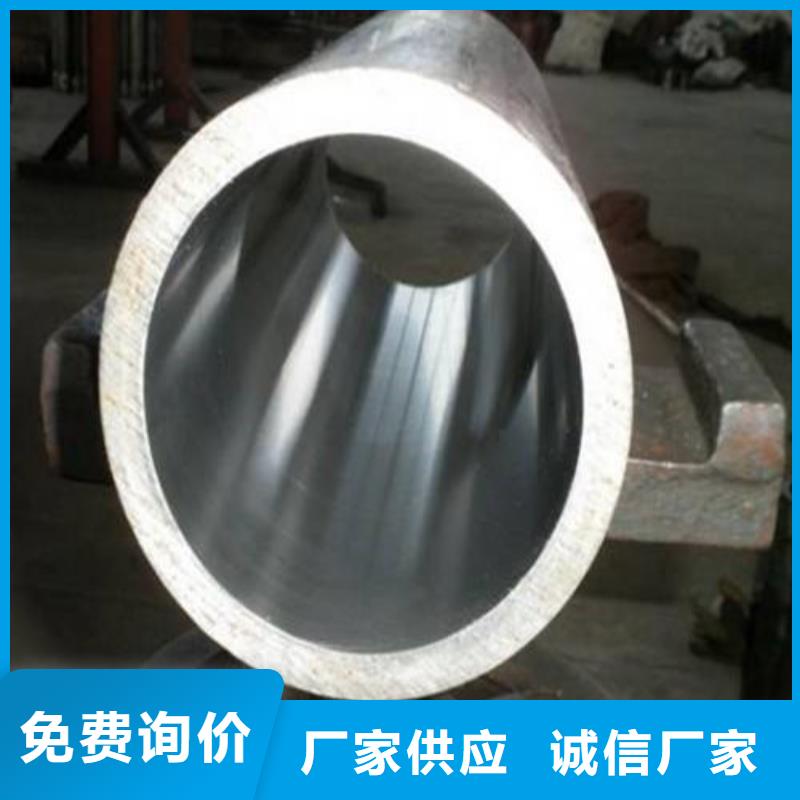
绗磨管合管因充分发挥了钢管强度高、韧性好、耐冲击、焊接性能好以及刚玉瓷高硬度、高耐磨、耐蚀、耐热性好,克服了钢管硬度低、耐磨性差以及陶瓷韧性差的特点。因此,复合管具有良好的耐磨、耐热、耐蚀及抗机械冲击与热冲击、可焊性好等综合性能。是输送颗粒物料、磨削、腐蚀性介质等理想的耐磨、耐蚀管道。
厚壁绗磨管内径表面缺陷方法有哪些呢1.加大冷拔变形量
增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。
2.优选热轧管坯料
冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高厚壁绗磨管的成材率。
3.热轧管内孔缺陷清理
质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行完美的,是我们对客户的大承诺
滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。45#绗磨管表面热处理具体定义45#绗磨管表面热处理具体定义就是通过对钢件表面的加热、冷却,改变表层性能的金属热处理工艺,表面热处理的特性:1、硬度高频感应表面热处理硬度比普通炉中加热热处理要高2HRC~3HRC。2、耐磨性45#绗磨管表面热处理在干摩擦滑动磨损条件下的耐磨性以及疲劳磨损抗力都较普通热处理零件的高,这是由于其组织中马氏体晶粒细小、碳化物弥散度较高以及表面存在较高压应力的综合结果。3、疲劳强度45#绗磨管表面热处理可显着提高工件的疲劳强度。如40MnB钢制造的汽车半轴,原工艺为整体调质,改为调质+表面热处理,寿命提高近20倍,另外,表面热处理降低了零件的缺口敏感性。进行表面热处理是为了提高产品的特性,同时被被广泛应用在各个行业,这都是与其特性密不可分的。对于45#绗磨管比较高压的区域来说的话,是使用上会更加的适用,在工作过程中是属于低噪音,这也是油缸筒精密制造后的特点之一,还能有效的降低油缸筒在动力上出现的损失,如果是环境比较恶劣的情况下,精密制造后的油缸筒也可以正常工作。我厂是一家专业生产绗磨管的企业,有气动缸筒系列,液压绗磨管系列,高精度冷拔钢管等绗磨管产品
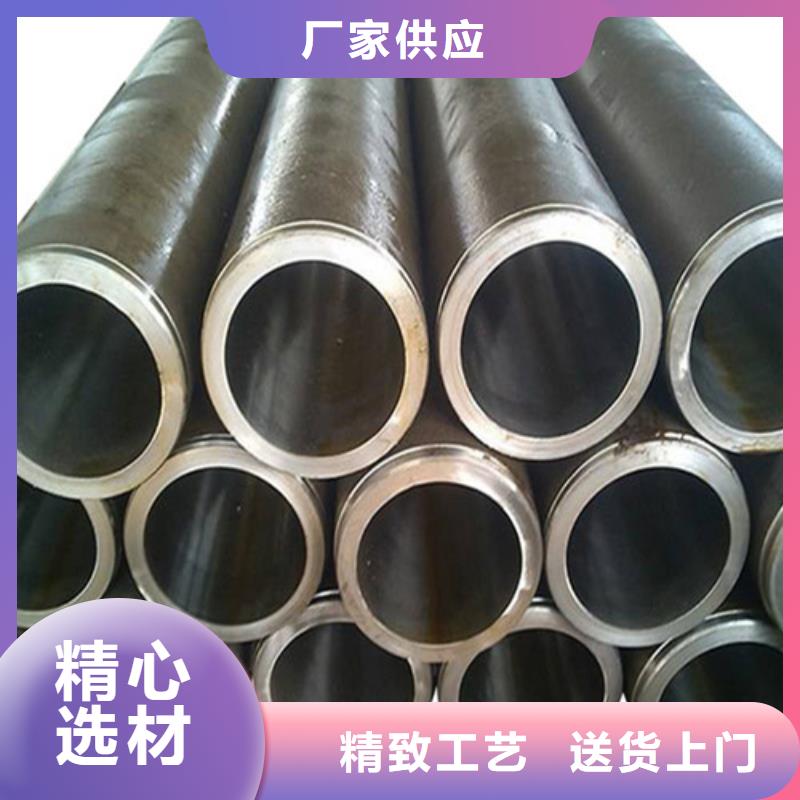
绗磨管无缝钢管如今运用的领域真的是很广泛的,比方在修建方面,运输方面等等,之所以无缝钢管能够这样被很多的运用,一定是有钢管自身的长处以及优点。比起曾经运用的那种一般钢管,无缝钢管采用了一系列的高科技的制造技术,然后才有了无缝钢管过硬的质量。对于焊管大家都很熟悉。今天给大家介绍无缝钢管和焊管的区别到底在哪里?首先:主要的就是他们的成型工艺不同。普通的钢管,比如自来水水管,一般是通过将平板材经折弯后焊接起来的,这种工艺比较简单粗糙,成品加工后可以在上面发现一条焊缝。而无缝钢管一般是将熔融状态的钢水通过环形狭缝积压出来后再经拉伸等处理工艺成型,在这种工艺下就没有焊缝。在性能上,无缝钢管在承压能力上较普通钢管有很大提高,所以经常被用于高压设备使用。如液压设备的管路连接等。而普通钢管的焊缝部位是其薄弱环节,焊缝质量也是影响其整体性能的主要因素。
小口径珩磨管尺寸偏差的计算方法
1.小口径珩磨管检查台作用
在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。
2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算
正偏差=(D 大-D 公)/D 公×
负偏差=(D 小-D 公)/D 公×
外径公差范围=正偏差+负偏差
3.小口径珩磨管壁厚偏差计算
正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×
负偏差(-△S)= 壁厚公差范围=正偏差+负偏差
湖北九冶管业有限公司致力于【绗磨管】研发生产,我们配备先进专业的【绗磨管】生产流水线和卓越的研发销售团队,通过不断扩大的【绗磨管】产品生产能力不断降低产品成本,为客户提供j i优性价比的【绗磨管】产品及服务。我们在湖北建立有一万平米的【绗磨管】生产基地,能快速的满足客户的实际需求.
绗磨管调质与不调质的区分 45#绗磨管的调质处理是热处理的一种工艺,是指绗磨管在淬火后加高温回火.目的是使调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等,要看具体的材料,具体零件的技术要求来决定,45#绗磨管无需加工可直接用于液压油缸套缸体,油缸拉杆等液压油缸产品。绗磨精度高,内孔精度H7-H10,内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。高精度珩磨管应用于液压,缸筒,管线,纺织,印刷,减震,精密轴套等高精度机械领域,45#绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果绗磨管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。1、绗磨管存在微量变化和浅状拉痕,可以采用珩磨工艺,也可采用镀层。2、绗磨管内表面磨损严重,存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺绗磨管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补大口径绗磨管。减磨修补剂主要用于对磨损、划伤金属零件的。绗磨管过程中,用合金刮刀在划伤表面剔除深度为1mm以上的沟槽,然后用清洗沟槽表面,用绗磨管内径仿形板调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于绗磨管内表面,待固化后,打磨并留出精加工余量。后通过研磨使绗磨管整体尺寸、行位公差、粗糙度达到要求,油压机的珩磨钢管是液压传动的执行元件,它与主机的工作机构有着直接的联系,对于不同的机构,液压缸同样具有不同的用途和要求,因此作为设计者在设计前应作调
联系人:李经理,电话:17706353138,九冶管业有限公司在湖北省本地专业从事薄壁绗磨管原理,湖北省各个县市以及周边城市均可提供送货上门服务!