


以下是:批发小导管的厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 产地 聊城 计重方式 过磅 是否进口 否 批发小导管的厂家,注浆钢管制造有限公司为您提供批发小导管的厂家,联系人:亢经理,电话:0635-8885154、18865113611,QQ:310880990,请联系注浆钢管制造有限公司,地:开发区牡丹江路与金山路交叉口往南50米路东到广东省 阳江市 江城区、阳西县、阳东区、阳春市。 广东省,阳江市 秦始皇三十三年(前214年),两阳地区为南海郡地、桂林郡地。隋开皇十八年(598年)在现阳江地新设阳江县,为阳江县得名之始。1983年9月,阳江县、阳春为江门市属县。1988年1月7日,原阳江、阳春两县从江门市分出,新建为阳江市。历史上,阳江是海上丝绸之路重要中转站和补给站,曾是汉代、两晋、南北朝古高凉郡治和隋时冼夫人幕府治所;阳江历史代表文化为漠阳文化;高凉文化、海丝文化以及广府文化等多种文化在此交相辉映。
想知道批发小导管的厂家产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:批发小导管的厂家的图文介绍广东阳江守合同重信用企业,广东阳江注浆钢管制造有限公司拥有先进的 地质管生产设备,建立了完善的质量控制和质量保证体系,运用科学而严格的现代化体系,通过完善的检测设备和手段确保出厂 地质管产品合格率,从而保证给用户及时提供符合相关要求的安全可靠的 地质管产品。 “以质量铸造品牌、以服务追求发展”,是公司的一贯宗旨。公司制定了严格的服务措施:售前、售中由遍及全国的销售网络来完成,售后有公司的专业售后服务部来实施。
32小导管冲孔
超前小导管冲孔机工作原理
1,该机由电动机通过三角带,直接传达给飞轮,主轴作旋 转 运动,使主轴中撞块及模具产生离心力,同时在滚针的撞击下,来完成锥管动 作 。
2,在结构设计上比一般的锥管机更先进,在工作时更稳 定 、更快捷、
3,夹模采用进口型, 夹持力强、不易磨损,工作时无左右前后偏摆或跳动的现象和疑虑,速度均匀。
4,本机采用皮带传动,尺寸精度高,传动部分灵活可靠。
5,快捷、方便、速度快、节省人工及加工次 数 等。
6,机器配件采用进口配件,以确保机器的使用寿命。
7,比较其他类型的加工工艺方 法 ,锥管效率不断提 高 ,而且设备稳 定 性及可靠性更高,占 地 面积更小。
8,整机省电、寿命长、机身光滑亮丽且美观,非技术人员亦可操作自如!
9,全新优 化 整体设计,体积小、通用性强、机身稳固不变形。
10,油箱采用全新一代二氧化碳焊接,以确保油箱内无残留杂质、不漏油、无焊渣;油箱焊缝无裂纹、无夹渣、不断焊等缺陷。
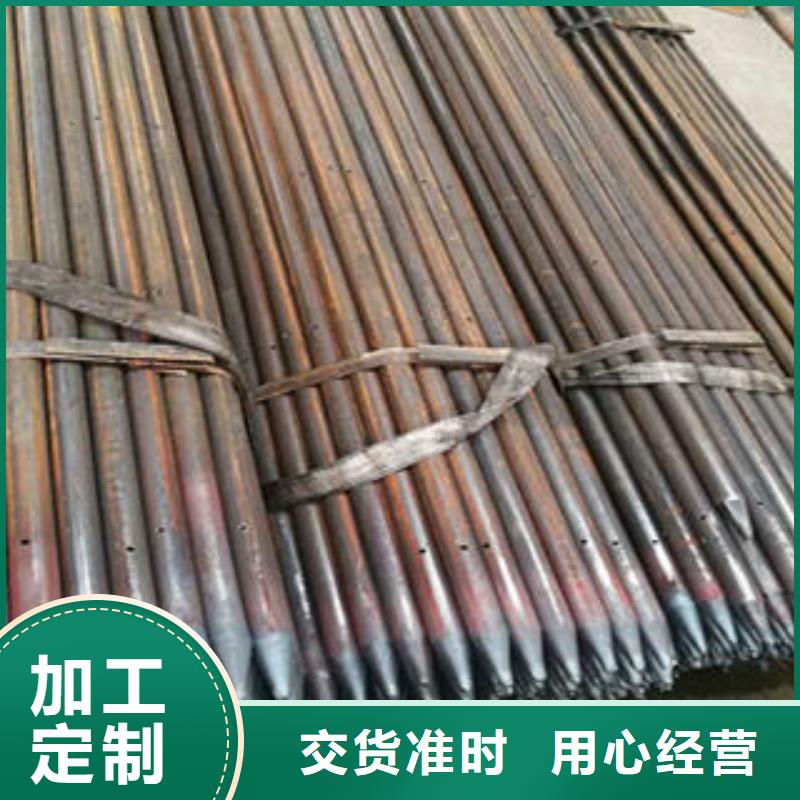
小导管布置及安装要求:
1,小导管:Φ32mm的焊接钢管或者Φ40mm的无缝钢管,一般都是用后者。
2,长度3-6m,前段成锥形。 3,前段管壁每隔10-20cm交错冲孔,眼孔直径6-8mm 4,钻孔直径:比管径大20mm以上。
5,环向间距:一般20-50cm。
6,外插脚:10-30°,一般15°
7,小导管应该外露一定长度,以注浆管,并用塑胶泥封堵导管周围孔隙。
8,极破碎或者处理塌方,地下水丰富的软弱层,大断面等可用双排管子。
目前国内都有哪些方法制作加工超前小导管?
1,人工制作:人工制作超前小导管打孔是利用手提切割机,一个孔一个孔割出来的,缩尖是用手提切割机先在管头切割四条缝隙,然后用锤子把边缘砸一起形成尖头,这种制作工艺已经濒临淘汰,由于成型效果极差,工件不统一,施工过程中容易尖头断裂,而且一根管子需要3人才能制作完成,一般用在挖极短的隧道或者小型隧道使用。需求300根以下的可以采取人工制作,3天完成。
2,利用设备小导管冲孔机和一体式小导管尖头机进行超前小导管制作,小导管冲孔机是自动上料的大概1分钟一根小导管,孔距精确,成型效果好,但是孔边缘略有凹陷。一体式小导管缩尖机需要人工把小导管塞进模具然后高频加热设备对缩尖部分加热然后模具加紧成型,成型效果好但是,由于只有两块模具,模具易损坏,而且是人工上料,塞管子比较费劲。这系列设备制造的小导管效率一般,为目前时长常用设备。
3,利用三轴向想到管冲孔机和分体式小导管尖头机进行加工,后一种我理解为黑科技,小导管制作机器完全代替了人工,全部为自动上下料,三轴向小导管冲孔机可以同时对小导管进行上,左,右三个方向进行打孔,切内部搭配稳模原件,打的孔无凹陷,且外观平滑,效率方面一小时能对150根小导管进行打孔。
您是想要在广东省阳江市采购高质量的批发小导管的厂家产品吗?注浆钢管制造有限公司是您的不二之选!我们致力于提供品质保证、的批发小导管的厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:亢经理-18865113611,QQ:310880990,地址:《开发区牡丹江路与金山路交叉口往南50米路东》。










